
CFRPはCarbon Fiber Reinforced Plasticsの略語で、
日本語で書くと『炭素繊維強化プラスチック』、
すなわち炭素繊維で補強されたプラスチック材料のことです。
CFRPは俗称として単に『カーボン』と呼ばれることもあります。
CFRPはCarbon Fiber Reinforced Plasticsの略語で、
日本語で書くと『炭素繊維強化プラスチック』、
すなわち炭素繊維で補強されたプラスチック材料のことです。
CFRPは俗称として単に『カーボン』と呼ばれることもあります。
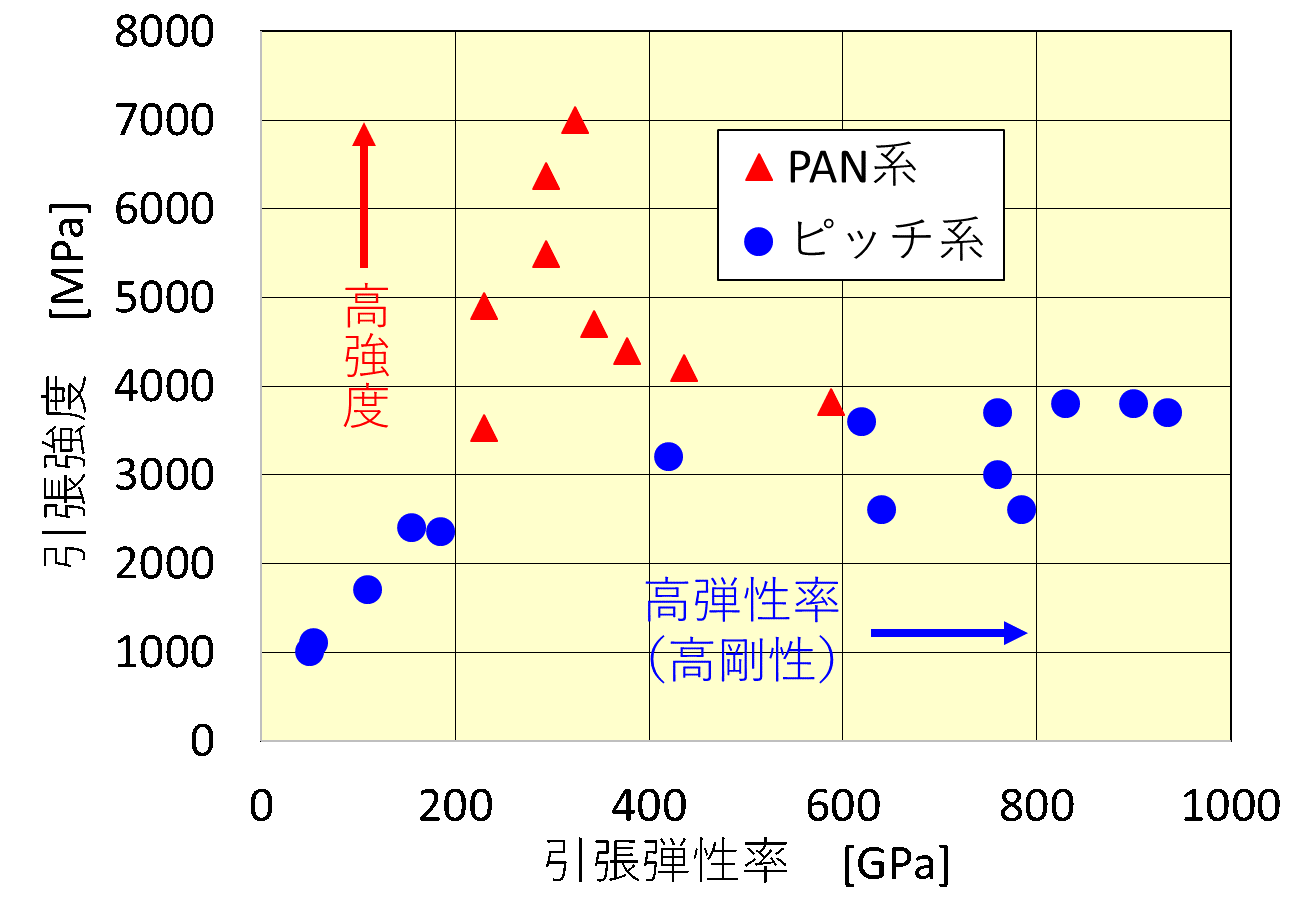
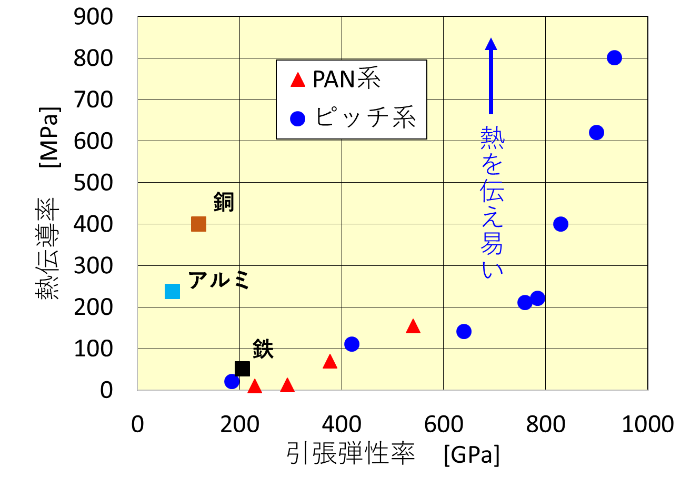
補強繊維の炭素繊維は、出発原料の違いによりPAN系とピッチ系に分かれますが、その中でも様々な物性を持つグレードがあります。
代表的なグレードについて、強度と弾性率、熱伝導率と弾性率の関係をグラフにしたものを示します。
一方の樹脂は、主に熱硬化性のエポキシ樹脂が使われます。
その他、熱硬化性ではシアネートエステルやフェノール、熱可塑性ではPEI(ポリエーテルイミド)やPPS(ポリフェニレンサルファイド)などが使われます。
これらの炭素繊維と樹脂を組み合わせることで、様々な特性を持ったCFRPを作ることが出来ます。
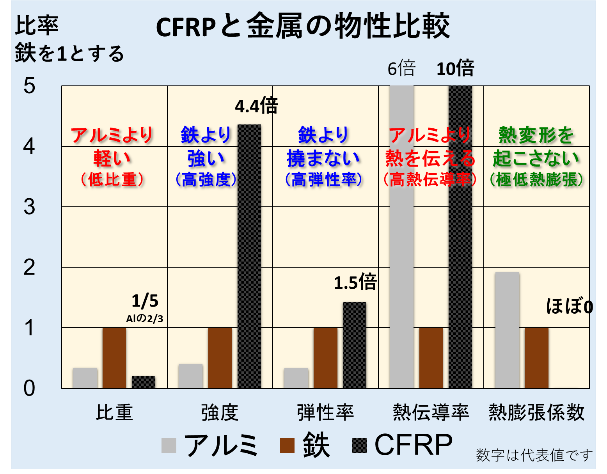
CFRPの代表的な物性を金属(アルミ、鉄)と比較したグラフを示します。
その他に、『X線透過性に優れている』、『電気伝導性がある(静電気被害が防げる)』等の性質を持っています。
CFRPは身近なところではゴルフシャフトや釣り竿、そして最近では航空機や自動車の構造材料など幅広い分野で活躍しています。
ここでは、産業用途を中心に用途例をまとめます。
| 特徴 | 発揮する性能 | 用途例 |
|---|---|---|
| 軽量 |
|
|
|
高強度 高剛性 |
||
| 高熱伝導 |
|
|
| ゼロ熱膨張 |
|
|
| X線透過性 |
|
|
| 電気伝導性 |
|
|
一般的なCFRPに使用される樹脂はエポキシ樹脂であり、そのグレードにより以下に分類されます。
(各グレードのガラス転移温度に基づいています。)
CFRPパイプ製品の設計は、
①どのグレードの炭素繊維を、
②どの角度に、
③どれだけの比率で配向させるかを
決めることが必要です。
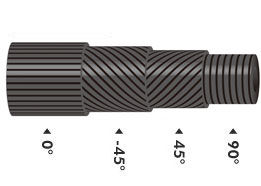
角度に関しては、パイプの長手方向(軸方向)を0°として、基本的に以下の3方向の角度を組み合わせて、要求される性能を発揮させるように設計します。
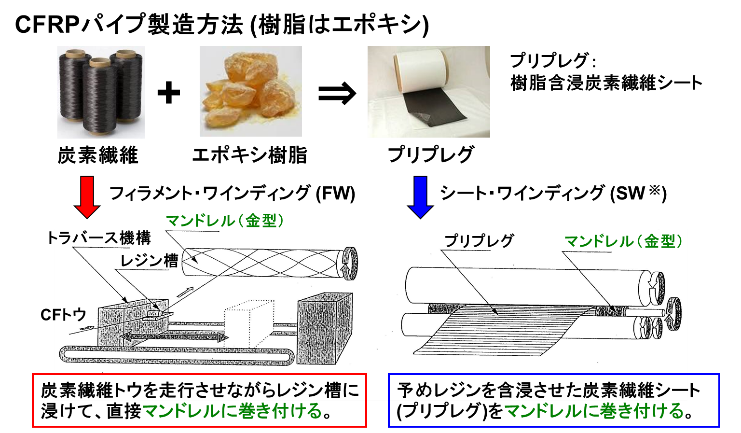
CFRPパイプを作る方法は大きく分けて二つあります。
フィラメント・ワインディング(FW)法とシート・ワインディング(SW)法です。
炭素繊維の束を直接、液状の樹脂にくぐらせ、そのままマンドレルと呼ぶ金型に巻き付ける方法をFWと呼びます。
一方で、炭素繊維の束を一方向に並べ、あらかじめ樹脂を適量含浸させた『プリプレグ』というシートをマンドレルに巻き付けていく方法をSWと呼びます。
それぞれ巻き付け後、加熱炉で樹脂を硬化させ、マンドレルを脱芯してCFRPパイプを得ます。
海外、特に欧米ではFWが主流ですが、日本には世界三大炭素繊維メーカが揃っていて、各社でプリプレグを生産しており、良質でリーズナブルな価格のプリプレグが入手しやすい環境にあります。
そのために弊社はプリプレグを使ったシート・ワインディング(SW)を採用しています。
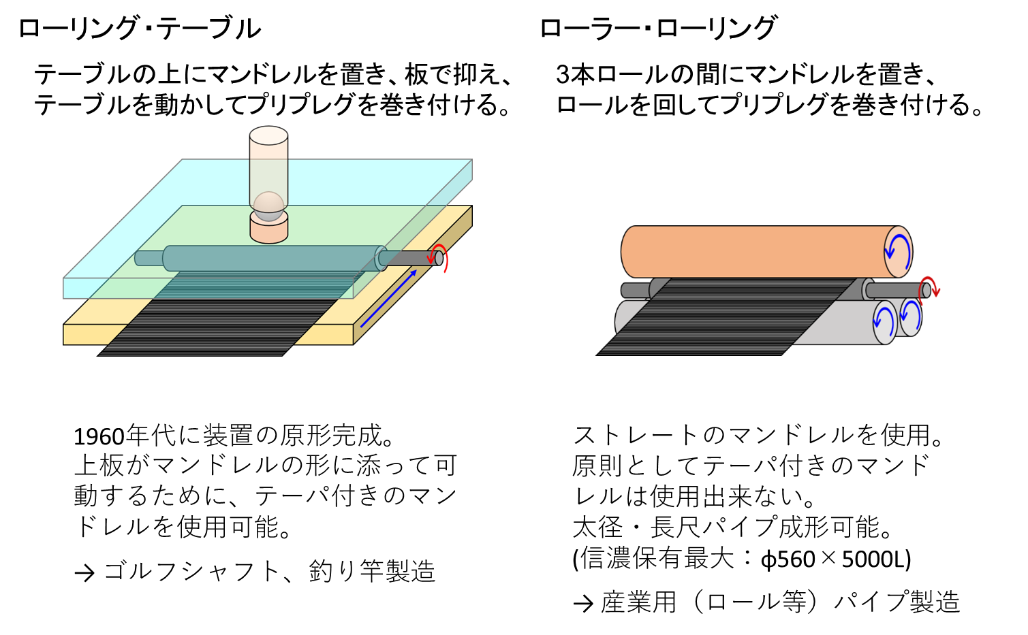
現在弊社で使用しているSW装置は大きく分けて2種類あります。
『ローリング・テーブル』と『ローラー・ローリング』です。
それぞれの装置のイメージと特徴を示します。
成形用金型(マンドレル)は、太細・長短様々、合計850種類以上保有しています。
CFRPパイプの製造方法について順を追って説明します。

摂氏6±1℃にコントロールされた大型冷蔵庫を2基保有しており、750箱(約70,000㎡)のプリプレグを冷蔵保管する事が出来ます。この他に-20℃に管理された冷凍倉庫を保有しています。

製造するパイプの径、長さ、要求性能に応じて、プリプレグを選定し、必要な長さ、必要な角度に裁断します。

テーブルの上にマンドレル(金型)を置き、プリプレグの一辺を貼り付け、上板で押さえた後にテーブルを前後に動かしてプリプレグをマンドレルに巻き付けます。テーパの付いたマンドレルを使うことが出来、主にゴルフシャフトなどの細いパイプを巻くときに使います。

3本ロールの間にマンドレルを置き、プリプレグの一辺を貼り付けた後、ロールを回してプリプレグをマンドレルに巻き付けます。細いパイプから最大φ560×5000Lの太くて長いパイプを巻くことが出来ます。

硬化炉に入れる前に、マンドレルに巻いたプリプレグの上からテープを巻き付けます。このテープは樹脂が硬化する前、一旦軟化した際の形崩れを防ぎ、かつ成形物を加圧して内部欠陥の発生を抑え、高品質のCFRPパイプを形作ります。

大小合わせて、11台の硬化炉を保有しています。テープを巻いた後、硬化炉に入れて100~200℃の温度をかけて樹脂を硬化させます。
冷却後、マンドレルを引き抜いてCFRPパイプが完成します。

完成した産業用CFRPパイプの一例です。

要求に応じて、出来上がったCFRPパイプの研磨や加工、金属部品接着等を行います。

出来た製品は必要な精度での出荷検査を行います。
(手前:測長器、奥:測径器)

産業用CFRPパイプの出荷風景です。